LIGHTER ENGRAVING
2 separate jig options and CAM for engraving a legally distinct lighter.
download3
9
1208
updated 5 hours ago
Description
TITLE:
Lighter Engraving
CR-1 Engraving Project
CREATOR:
Hearts and Minds
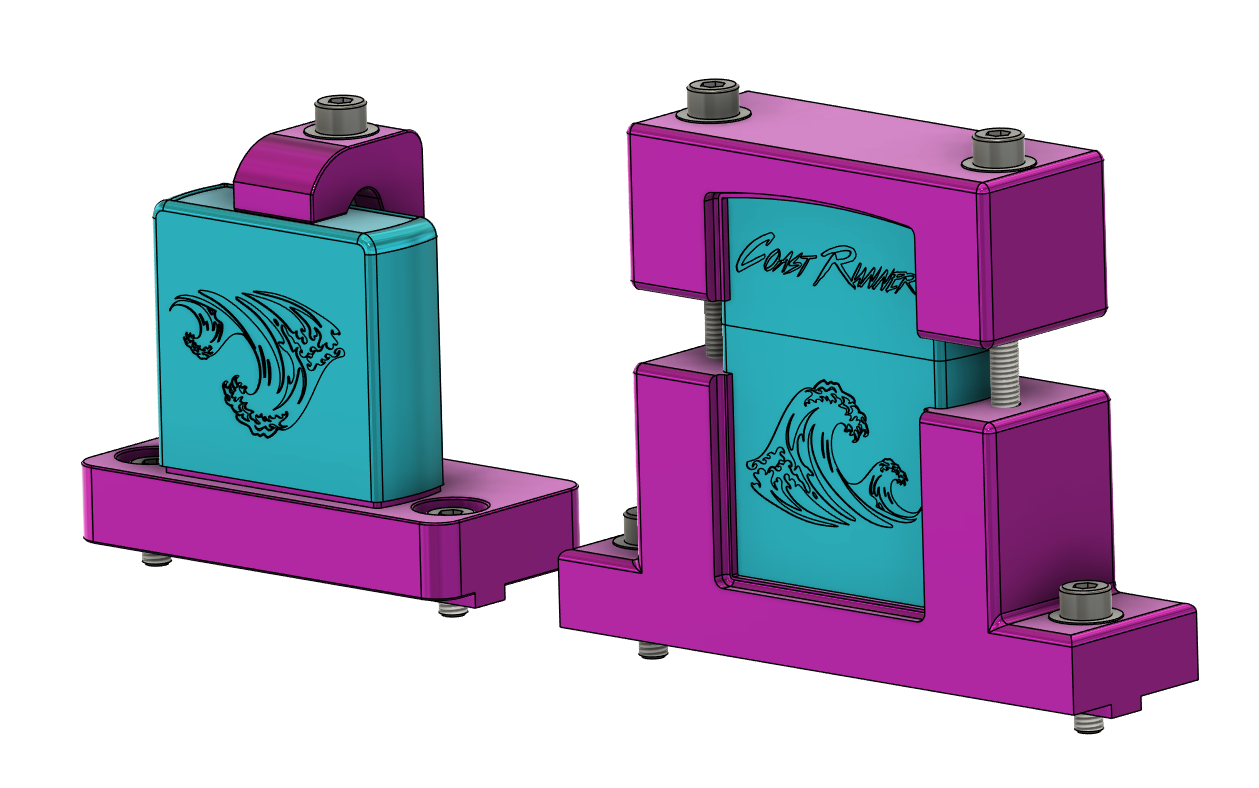
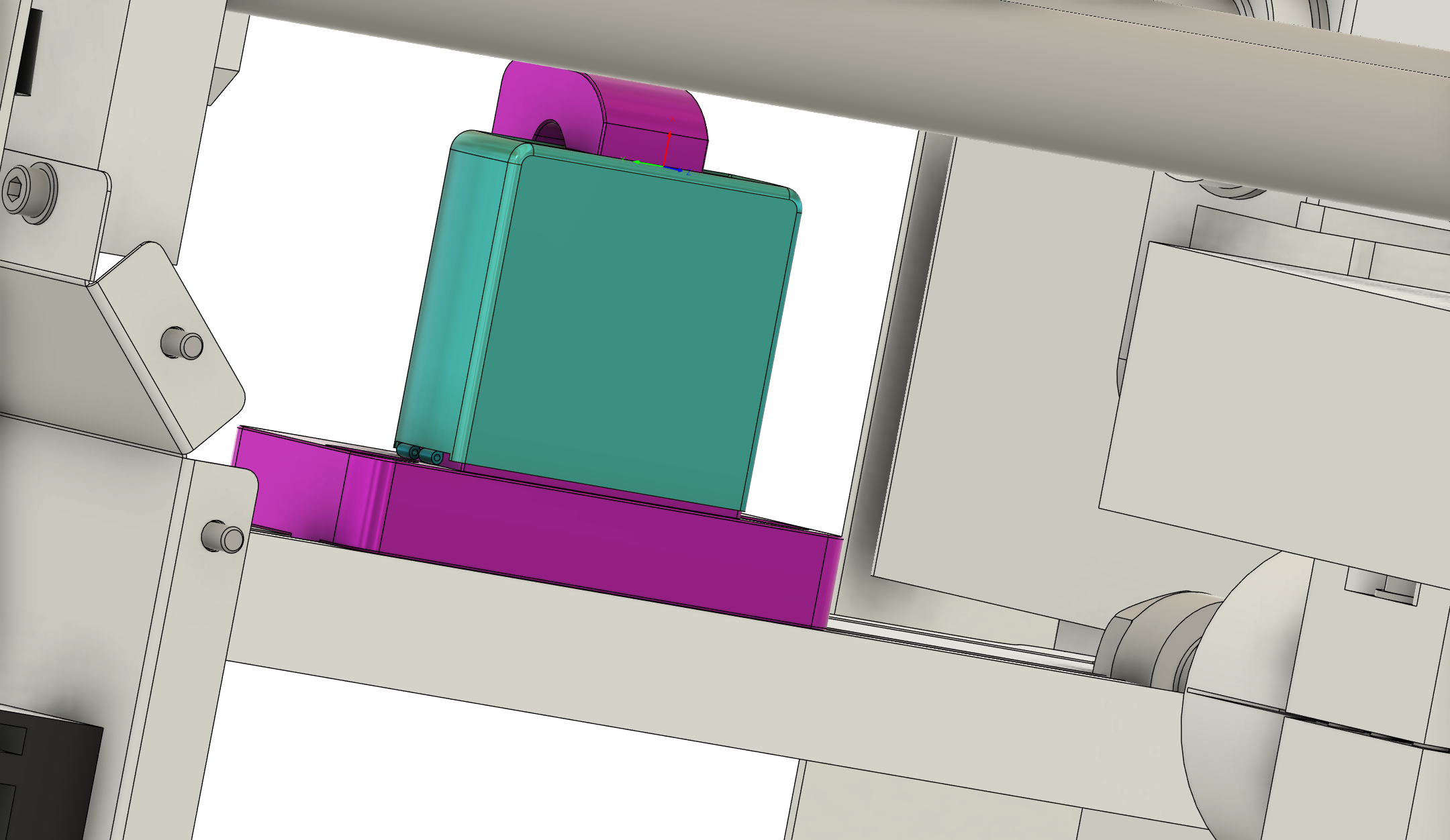
This is not a machinable from billet lighter but rather a program for engraving a lighter and 2 separate options for workholding. The CR-1 has a done of capacity but the most likely way people will open that up is through 3D printing custom workholding tailored to their part needs. In this instance a lighter model was drafted and rough exterior and interior workholding options were made using the "Combine:CUT" tool in Fusion360. There are many different ways to hold things in a stable fashion that remain square to the spindle and being able to see the pros & cons of those approaches will be essential in getting the best performance from the CR-1.
The lighter in question is a classic and well-known design. The threading for clamping force is modelled into the plastic geometry for workholding because the part will require very little force applied to be stable, the actual clamping is just to reduce vibration and ensure the part does not shift at all. For your own designs be sure to import SVGs as sketches on the face you want to mill and transfer the toolpath in the Manufacturing tab.
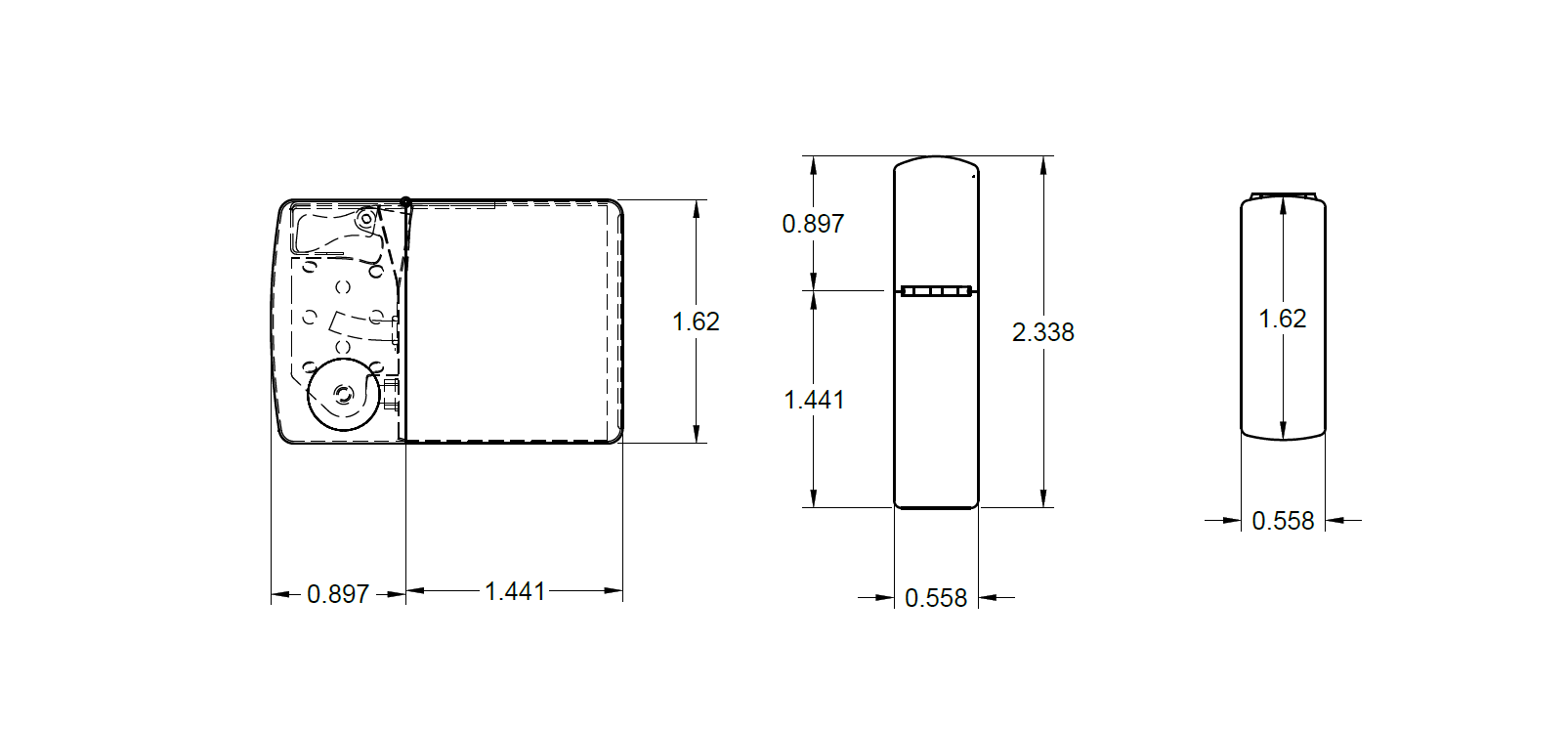
STOCK:
1x Legally Distinct Lighter
TOOLS:
JIG A & B have the same tool but the setting of WCS systems (either manual or conductive) are setup specific. See the WORKHOLDING section for details.
T1 (engraving only)
DIA:5/32"(.03125") OAL: 1.50"
4 Flute Ball Nose End Mill
Vendor: M.A. Ford
Product: 14003120
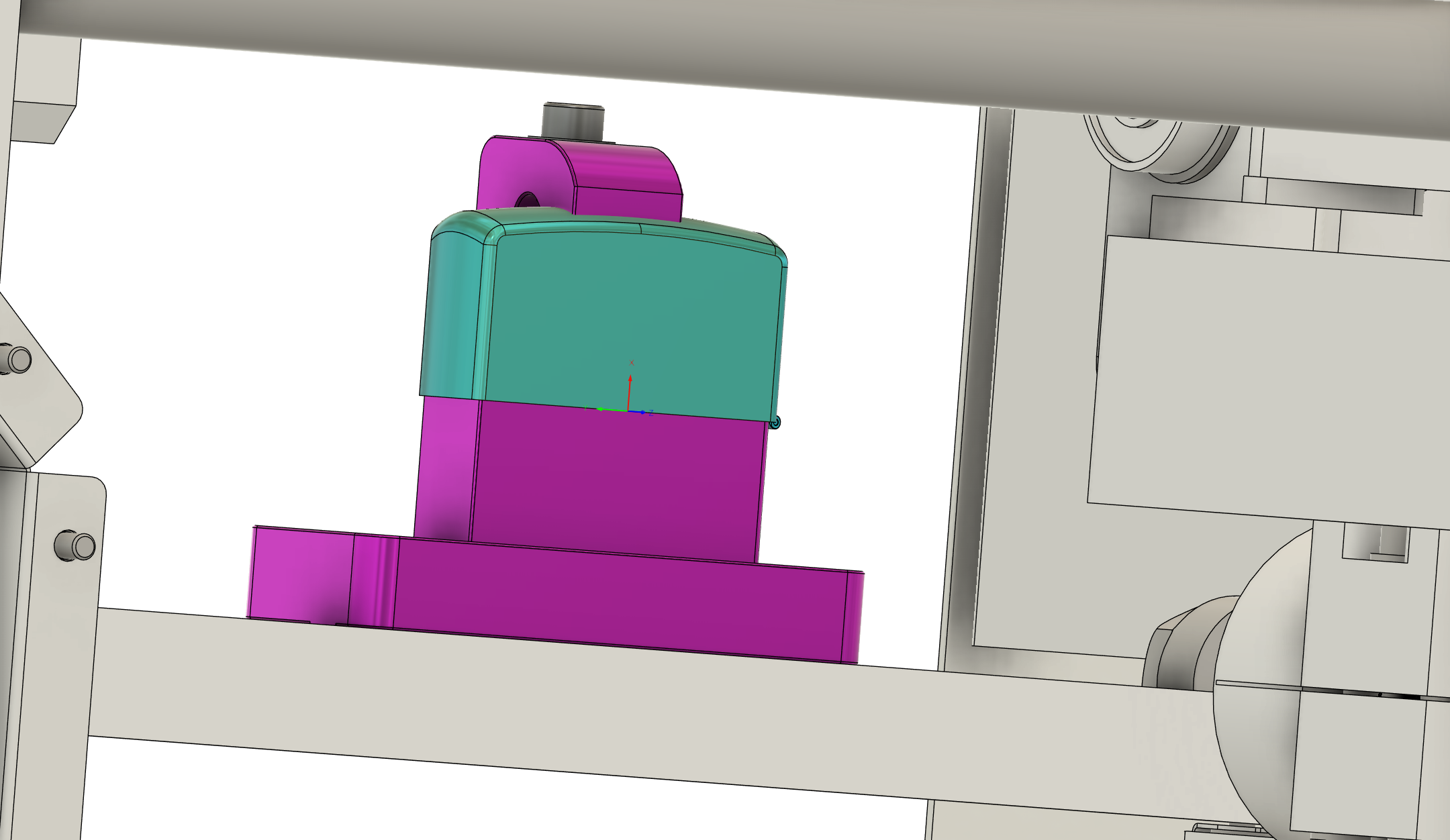
WORKHOLDING:
1x Lighter to be engraved.
Jigs need to be 3D Printed. 40%+ infill is fine because there is not that much force being applied to the jig itself.
The other requirements will depend on which option you go with
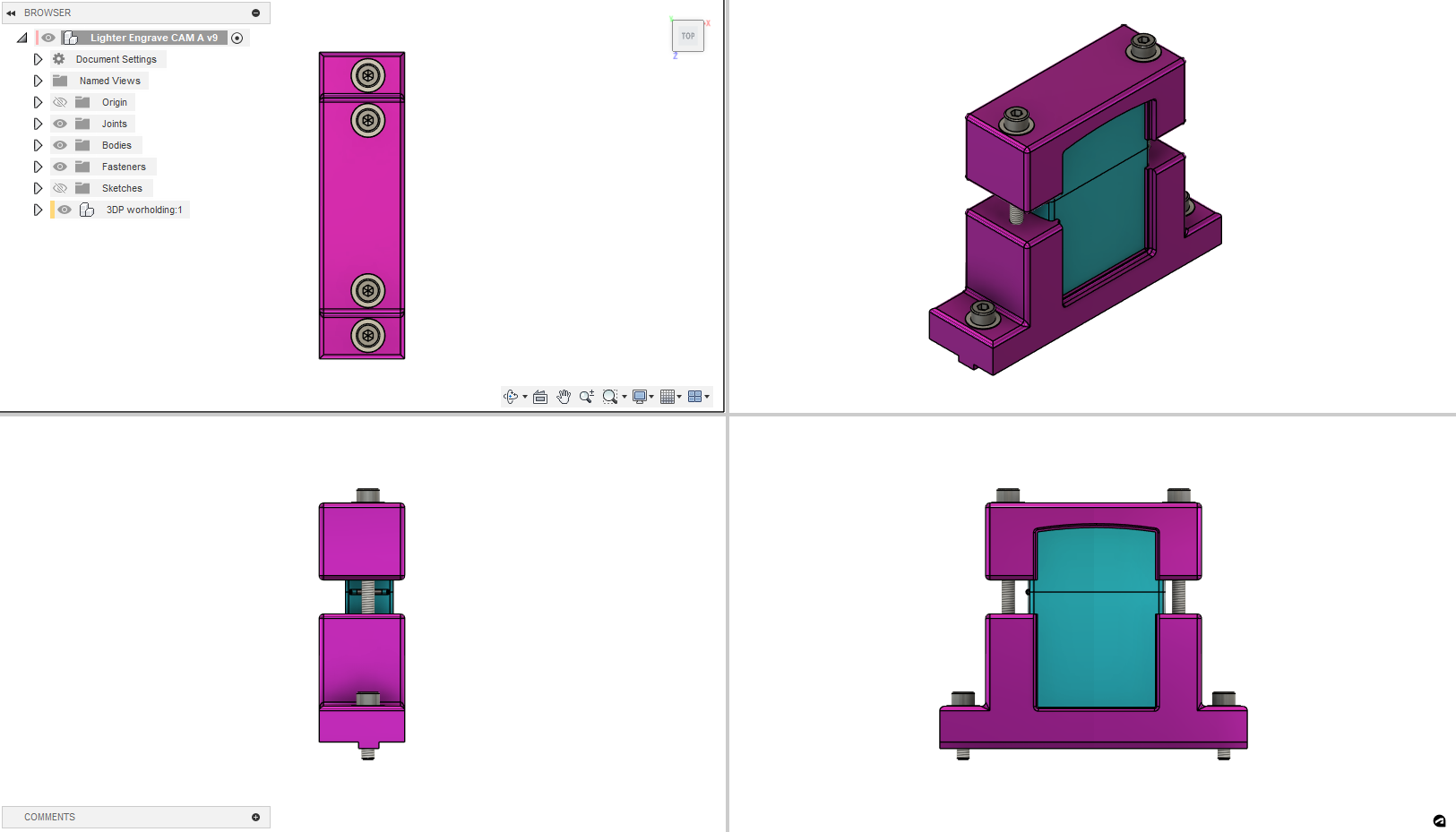
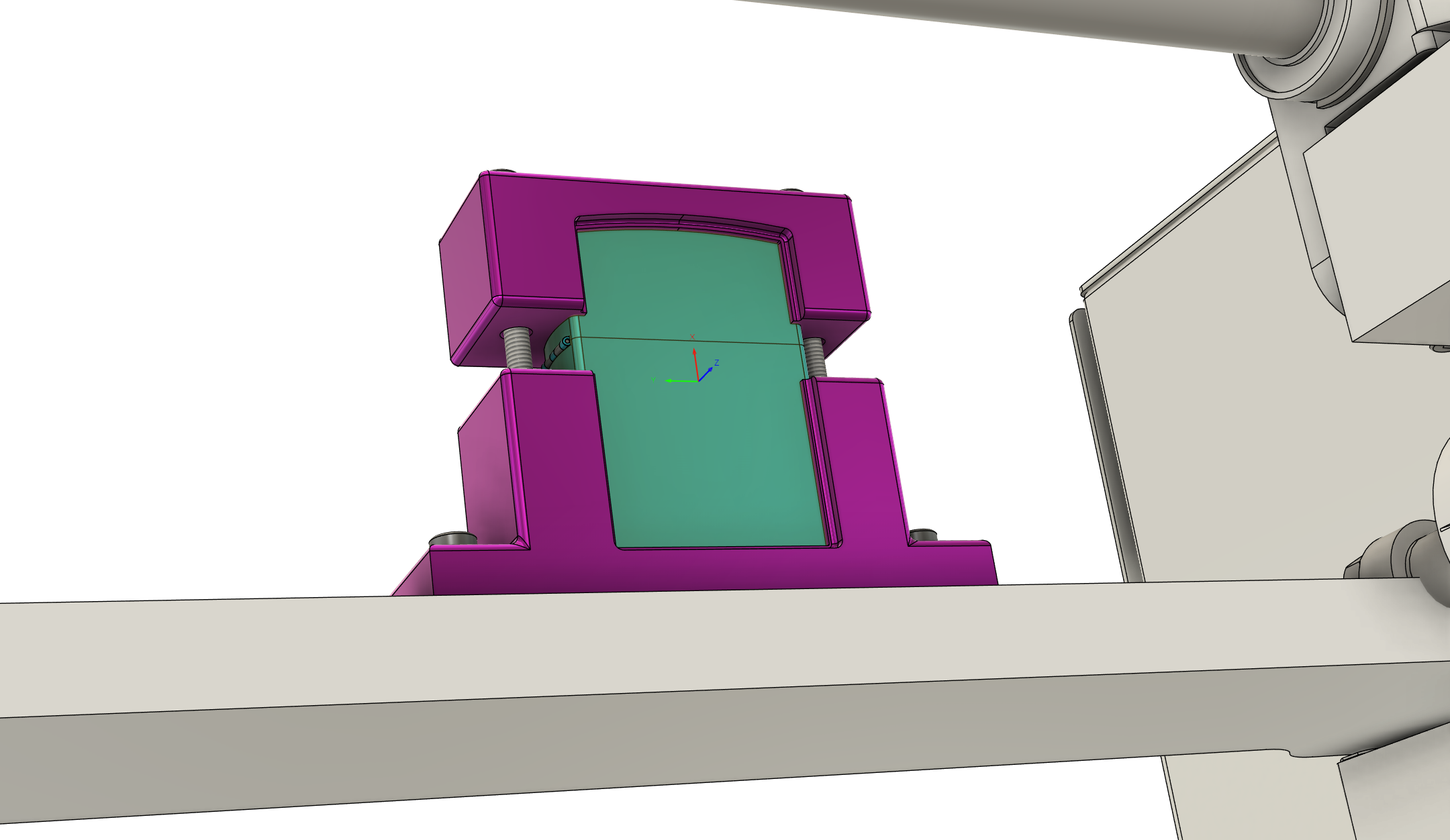
Jig A:
1x 3D printed Jig A Top
1x 3D printed Jig A Bottom
4x M4 Washers
2x T-slot nuts
2x M4x0.7 x 16mm
2x M4x0.7 x 40mm
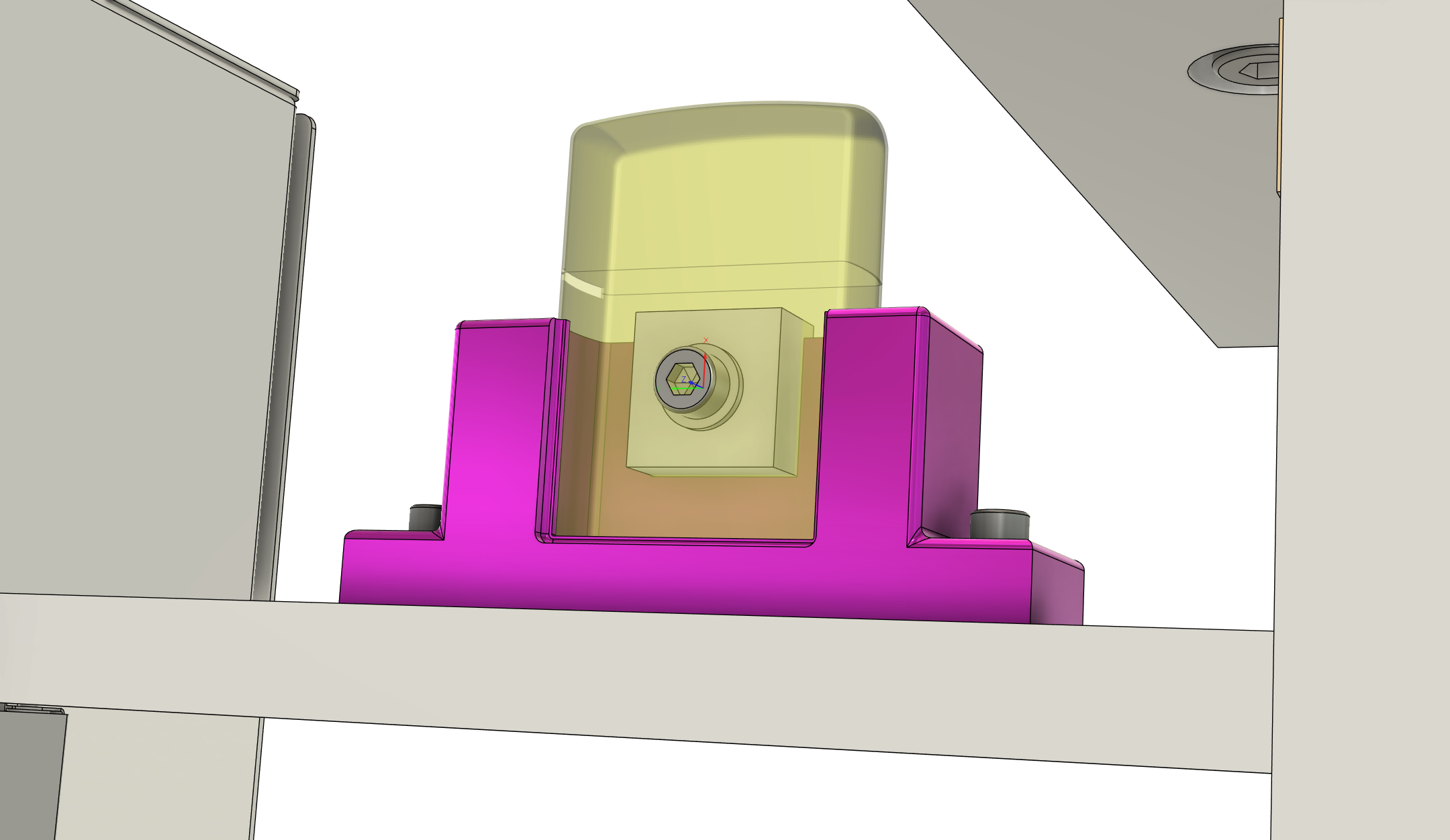
Jig A Conductive:
(everything in normal Jig A) +
1x Probe Block
2x M4 Washers
1x M4x0.7 x 25mm (minimum length, could be much longer)
1x M4 Nut
1x Probe Wire (comes standard with CR-1)
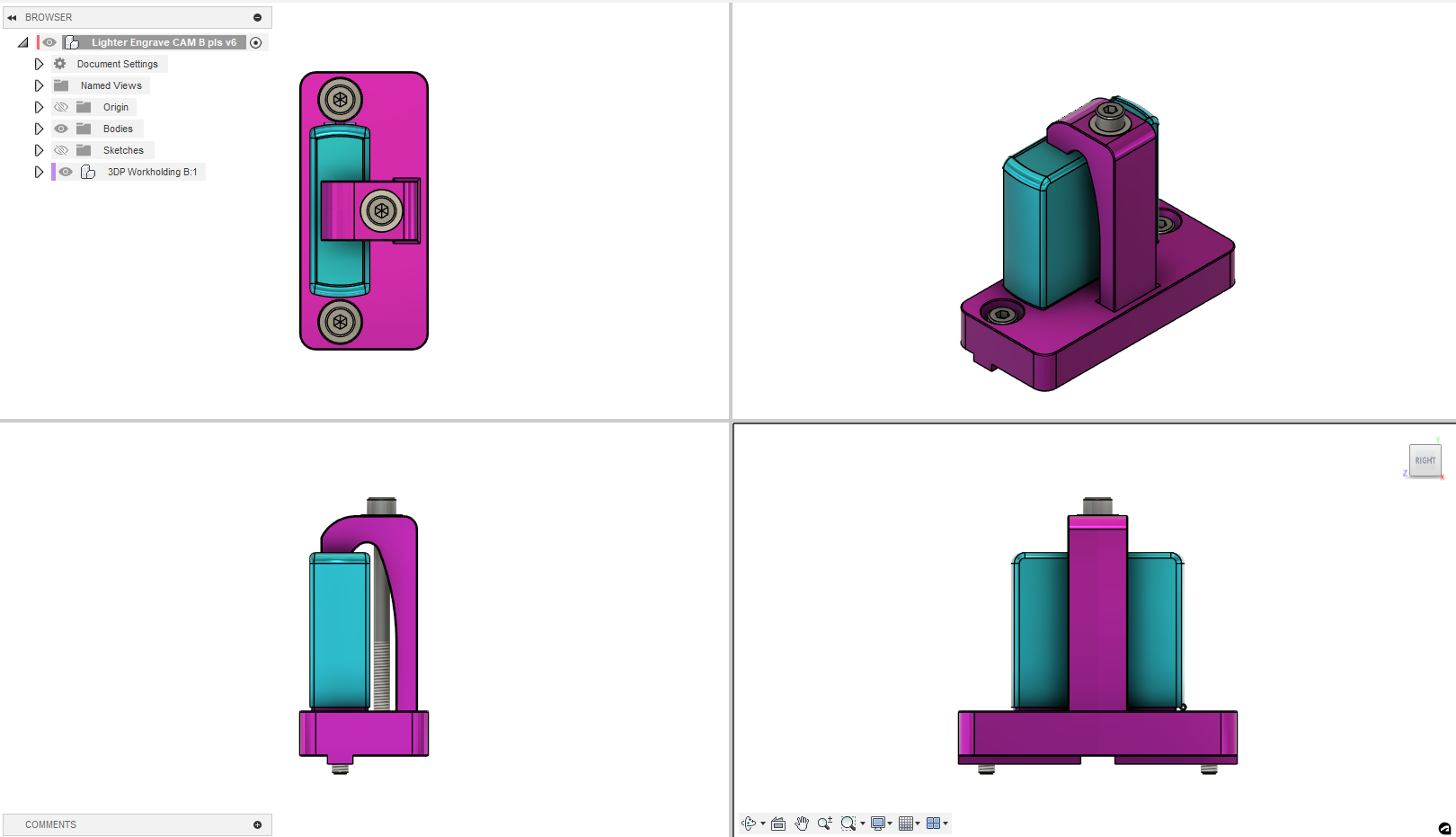
Jig B:
1x 3D printed Jig B Top
1x 3D printed Jig B Bottom
3x M4 Washers
2x M4x0.7 x 10mm
1x M4x0.7 x 50mm
WORK COORDINATE SYSTEM:
Setting the WCS is different depending on which jig and/or indicator system of choice:
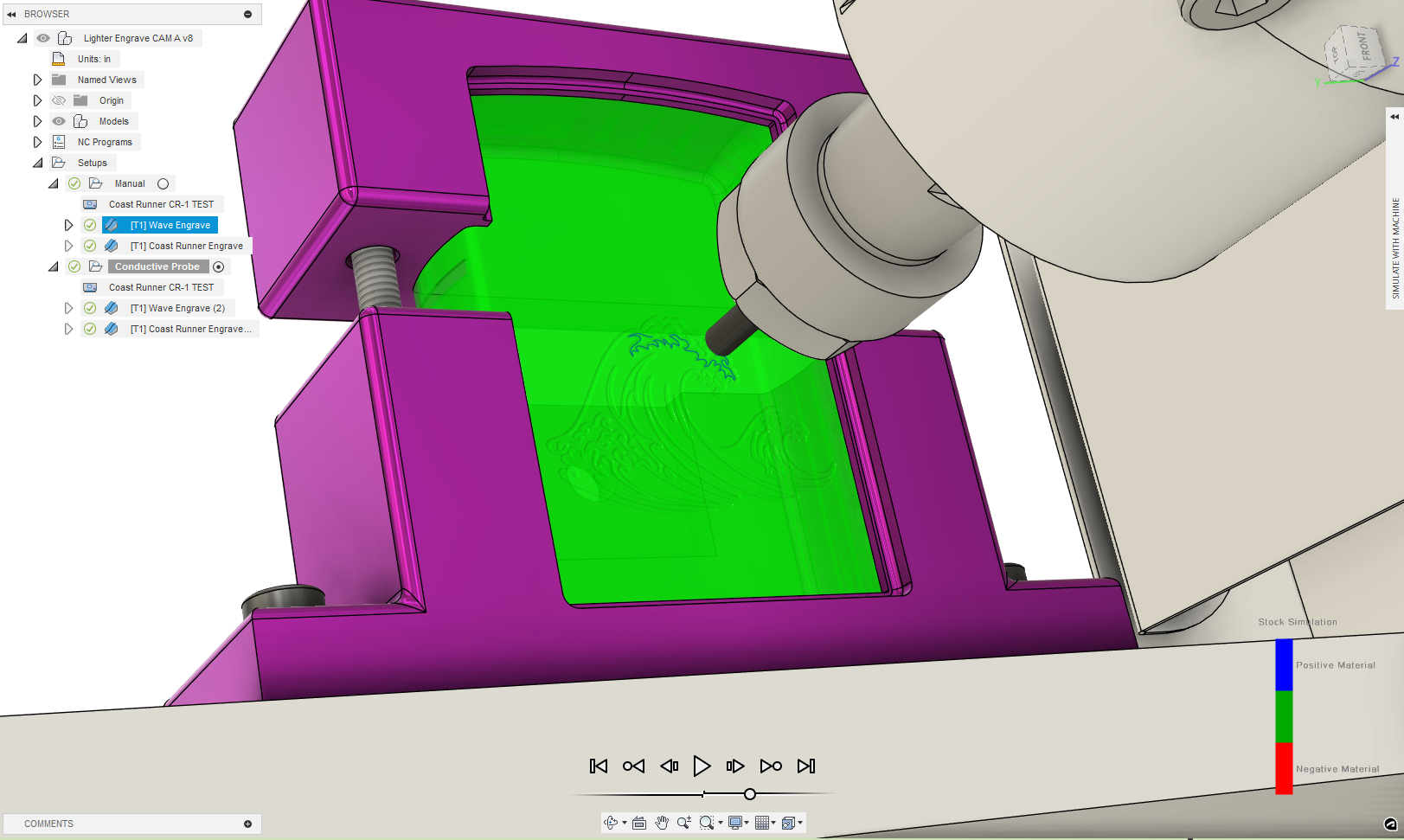
Jig A Manual WCS: G55. This is for setting yourself with an edge finder or point of a tool. This can be approximate. X/Y is center of the access window and Z is the surface of the lighter.
Jig A Conductive WCS: G54. This is for using conductivity probing. Leave the top jig off and install a probe block in the back and run a cable to the nut interface on the back of the jig. X/Y is the center of the probe block and Z is the top surface of the probe block.
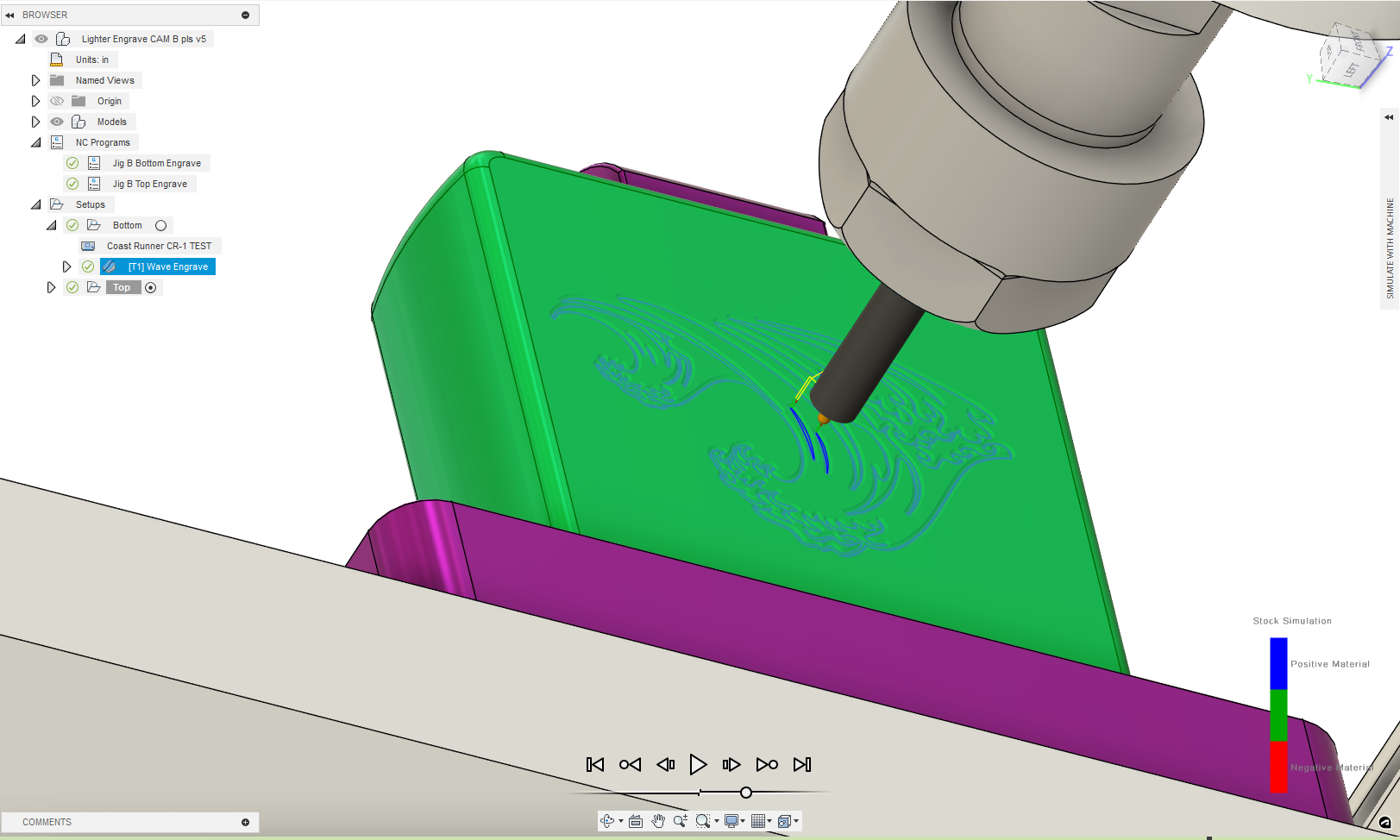
Jig B TOP WCS: G54. With the Top part of the lighter clamped on the jig, leaving the bottom hanging to the side, the Y coordinate is the center of the part, X is from the bottom edge (the bit on the part farthest down the jig), and Z is the lighter surface.
Jig B BOTTOM WCS: G55. With the Bottom part of the lighter clamped on the jig, leaving the top hanging to the side, the Y coordinate is the center of the part, X is the highest point on the part (near the clamp), and Z is the lighter surface.
OPERATIONS:
All operations are essentially an engraving operation. Major thing is to make sure that your jig and WCS setting line-up with the code you use.
G-CODE NOTES:
All NC Programs are ready for use and indicate setup and necessary tool. The NC Programs are also setup in the .F3Z source file if you want to make edits but I make 2 edits to any given program. The first is that from the first line in the program to WCS indicator (G54 or G55) is replaced with:
$H
G0 G90 G94 G17
G20
M3 S4000
G4 P0.5 (spinup delay)
M3 S6000
G4 P0.5 (spinup delay)
M3 S8000
G4 P0.5 (spinup delay)
G90 G94 G17
G55
which homes the machine and gives necessary spinup delay to the tool.The second edit replaces everything between the retract command (G28) and the end of the program with an absolute movement command and a homing operation.
G00 G90 G53 Z-0.02
M30
$H
LISCENCE:
CR-1:Lighter Engraving Is Available Under The 0BSD License (Zero-Clause BSD).
https://opensource.org/license/0bsd
Material
Tooling
Workholding
Model Origin
The author marked this model as their own original creation.
License ©
This work is licensed under a
Sharing Without Attribution
Remix Culture Allowed
Commercial Use
Free Cultural Works
Meets Open Definition